Frezowanie
Kalkulator parametrów skrawania
Prędkość skrawania (Vc)
| Vc (m/min) | Prędkość skrawania |
|---|---|
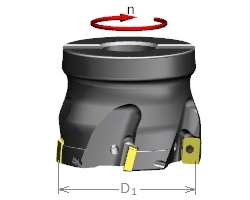
| D1 (mm) | Średnica freza |
| n (obr/min) | Obroty wrzeciona |
Oblicz prędkość skrawania:
Wprowadź średnicę freza [Dm]: [mm]
Wprowadź obroty wrzeciona [n]: [obr/min]
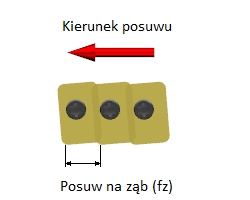
Posuw na ząb (fz)
| fz (mm/ząb) | Posuw na ząb | |
|---|---|---|
| vf (mm/min) | Posuw stołu na minutę | |
| z | Liczba płytek | |
| n (obr/min) | Obroty wrzeciona | (Posuw na obrót f=z*fz) |
Oblicz posuw na ząb:
Wprowadź posuw stołu [vf]: [mm/min]
Wprowadź liczbę płytek/ostrzy freza [z]:
Wprowadź obroty wrzeciona [n]: [obr/min]
Posuw stołu (vf)
| vf (mm/min) | Posuw stołu na minutę |
|---|---|
| fz (mm/ząb) | Posuw na ząb |
| z | Liczba płytek |
| n (obr/min) | Obroty wrzeciona |
Oblicz posuw:
Wprowadź posuw na ząb [fz]: [mm/ząb]
Wprowadź liczbę płytek/ostrzy freza [z]:
Wprowadź obroty wrzeciona [n]: [obr/min]
Czas skrawania (Tc)
| Tc (min) | Czas skrawania |
|---|---|
| L (mm) | Długość przedmiotu obrabianego + średnica freza |
| vf (mm/min) | Posuw stołu na minutę |
Oblicz czas skrawania:
Wprowadź długość przedmiotu obrabianego wraz ze średnicą freza [L]: [mm]
Wprowadź posuw stołu na minutę [vf]: [mm/min]
Zapotrzebowanie mocy (Pc)
| Pc (kW) | Zapotrzebowanie mocy |
|---|---|
| ap (mm) | Głębokość skrawania |
| ae (mm) | Szerokość skrawania |
| vf (mm/min) | Posuw na minutę |
|---|---|
| Kc (MPa) | Opór właściwy skrawania |
| η | Współczynnik sprawności |
Oblicz zapotrzebowanie mocy:
Wprowadź głębokość skrawania [ap]: [mm]
Wprowadź szerokość skrawania [ae]: [mm]
Wprowadź posuw stołu [vf]: [mm/min]
Wprowadź opór właściwy skrawania [Kc]: [MPa]
Wprowadź współczynnik sprawności [η]:
| Materiał przedmiotu obrabianego | Wytrzymałość na rozciąganie (MPa) i twardość | Opór właściwy skrawania Kc (MPa) | ||||
| 0.1 (mm/ząb) | 0.2 (mm/ząb) | 0.3 (mm/ząb) | 0.4 (mm/ząb) | 0.6 (mm/ząb) | ||
| Stal konstrukcyjna | 520 | 2200 | 1950 | 1820 | 1700 | 1580 |
| Stal stopowa | 620 | 1980 | 1800 | 1730 | 1600 | 1570 |
| Stal hartowana | 720 | 2520 | 2200 | 2040 | 1850 | 1740 |
| Stal narzędziowa | 670 | 1980 | 1800 | 1730 | 1700 | 1600 |
| Stal narzędziowa | 770 | 2030 | 1800 | 1750 | 1700 | 1580 |
| Stal chromowo-manganowa | 770 | 2300 | 2000 | 1880 | 1750 | 1660 |
| Stal chromowo-manganowa | 630 | 2750 | 2300 | 2060 | 1800 | 1780 |
| Stal chromowo-molibdenowa | 730 | 2540 | 2250 | 2140 | 2000 | 1800 |
| Stal chromowo-molibdenowa | 600 | 2180 | 2000 | 1860 | 1800 | 1670 |
| Stal chromowo-molibdenowo-niklowa | 940 | 2000 | 1800 | 1680 | 1600 | 1500 |
| Stal chromowo-molibdenowo-niklowa | 352HB | 2100 | 1900 | 1760 | 1700 | 1530 |
| Austenityczna stal nierdzewna | 155HB | 2030 | 1970 | 1900 | 1770 | 1710 |
| Żeliwo | 520 | 2800 | 2500 | 2320 | 2200 | 2040 |
| Żeliwo sferoidalne (GGG) | 46HRC | 3000 | 2700 | 2500 | 2400 | 2200 |
| Żeliwo perlityczne | 360 | 2180 | 2000 | 1750 | 1600 | 1470 |
| Żeliwo szare | 200HB | 1750 | 1400 | 1240 | 1050 | 970 |
| Mosiądz | 500 | 1150 | 950 | 800 | 700 | 630 |
| Stopy lekkie (Al-Mg) | 160 | 580 | 480 | 400 | 350 | 320 |
| Stopy lekkie (Al-Si) | 200 | 700 | 600 | 490 | 450 | 390 |
| Stopy lekkie (Al-Zn-Mg-Cu) | 570 | 880 | 840 | 840 | 810 | 720 |
Objętość usuwanego materiału (Q)
| Q (cm3/min) | Usuwana objętość |
|---|---|
| ap (mm) | Głębokość skrawania |
| ae (mm) | Szerokość skrawania |
| f (mm/min) | Posuw skrawania |

Oblicz objętość usuwanego materiału:
Wprowadź głębokość skrawania [ap]: [mm]
Wprowadź szerokość skrawania [ae]: [mm]
Wprowadź posuw skrawania [f]: [mm/min]