FANUC
Cykle wiertarskie
Powrót do listy funkcji sterowania
Cykle wiertarskie standardu Fanuc
Cykle wiertarskie wymagają stałego schematu zapisu. Rozpoczyna się on od bloku, w którym określony jest rodzaj wykonywanej operacji i definicji parametrów, które są ściśle przypisane do danego cyklu.
Następnie w przypadku wielu otworów wyprowadzane są współrzędne ich pozycji w płaszczyźnie roboczej, a na końcu cyklu jest jego odwołanie funkcją G80.
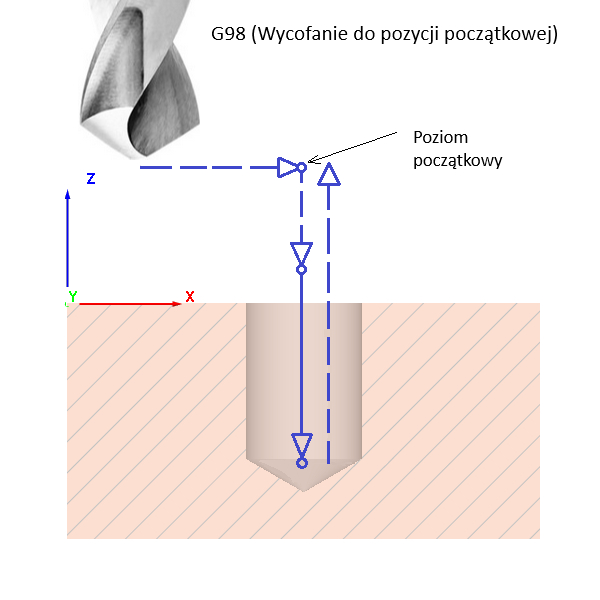
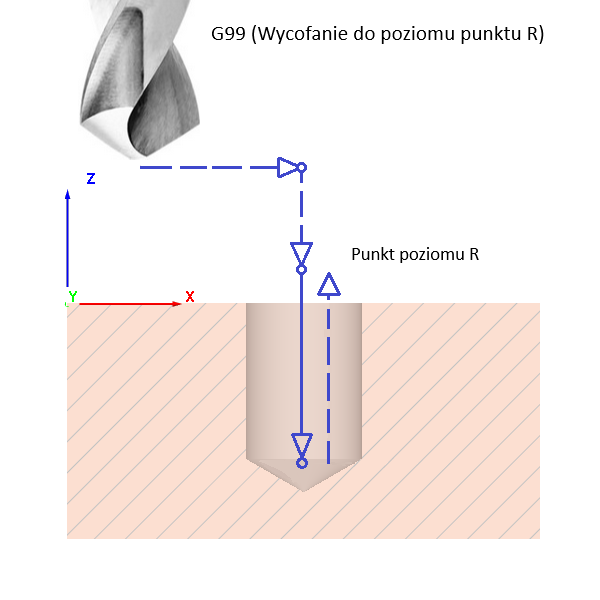
Cykle wiertarskie są ponadto realizowane według dwóch rodzajów wycofań pomiędzy poszczególnymi otworami. Stosuje się tu zapis funkcji G98/G99 co oznacza kolejno wycofanie do poziomu startowego lub referencyjnego.
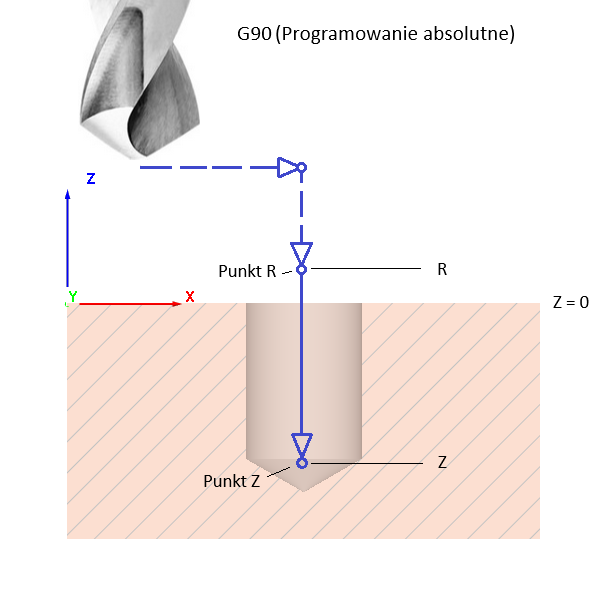
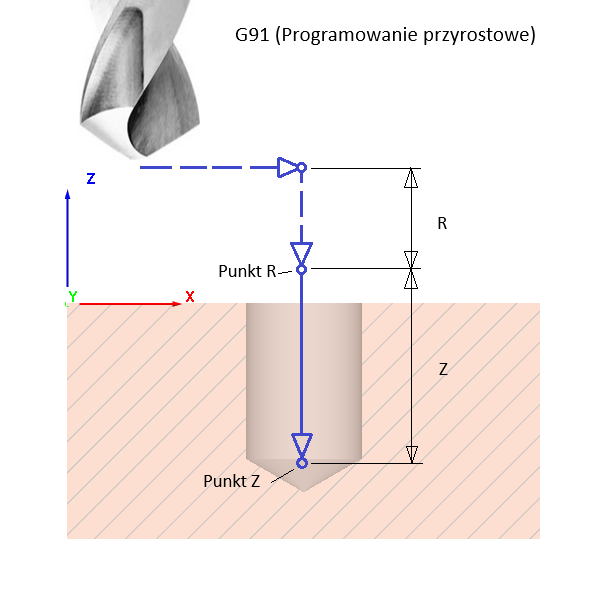
Ponadto współrzędne pozycji otworów mogą być zapisywane w formacie absolutnym G90 lub przyrostowo G91.
Przykładowy zapis cyklu wiertarskiego:
N11 G99 G73 X-5. Y-70. Z87.906 F250. R117.
N12 X-30. Y-113.301
N13 X-80.
N14 X-105. Y-70.
N15 X-80. Y-26.699
N16 X-30.
N17 G80
Metoda programowania
Cykle wiertarskie, gwintowania czy wytacznia mogą być programowane w standardzie podawania współrzędnych jak wartości absolutne G90 lub przyrostowe G91.
Metoda wycofania
Po osiągnięciu dna otworu narzędzie moze wycofać do punktu zdefiniowanego jako poziom punktu R lub pozycję rozpoczęcia cyklu. Rodzaj wycofania określają funkcje G98 lub G99. Ogólnie opcja wycofania w trybie G99 stosowana jest dla pierwszego otworu w operacji, a G98 dla ostatniego otworu cyklu. Poziom początkowy nie zmienia się nawet w przypadku ustawienia trybu G99.
Lista dostępnych cykli wiertarskich dla sterowania FANUC
(Kliknij w nazwę cyklu, aby dowiedzieć się więcej)
- (G73) Cykl wysokoobrotowego wiercenia przerywanego (z łamaniem wióra)
- (G74) Cykl gwintowania lewego z uchwytem kompensującym
- (G76) Cykl wytaczania dokładnego
- (G81) Cykl wiercenia, cykl nawiercania
- (G82) Cykl wiercenia z przerwą czasową lub cykl pogłębiania walcowego
- (G83) Cykl wiercenia przerywanego (z odwiórowaniem)
- (G84) Cykl gwintowania prawego z uchwytem kompensującym
- (G85) Cykl wytaczania, rozwiercania
- (G86) Cykl wytaczania z zatrzymaniem wrzeciona
- (G87) Cykl wytaczania wstecznego
- (G88) Cykl wytaczania z ręcznym wycofaniem narzędzia
- (G89) Cykl wytaczania z przerwą czasową na dnie
- (G80) Odwołanie cyklu
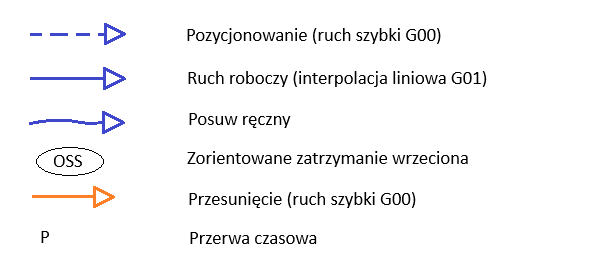
Legenda zastosowanych linii i oznaczeń w schematach cykli:
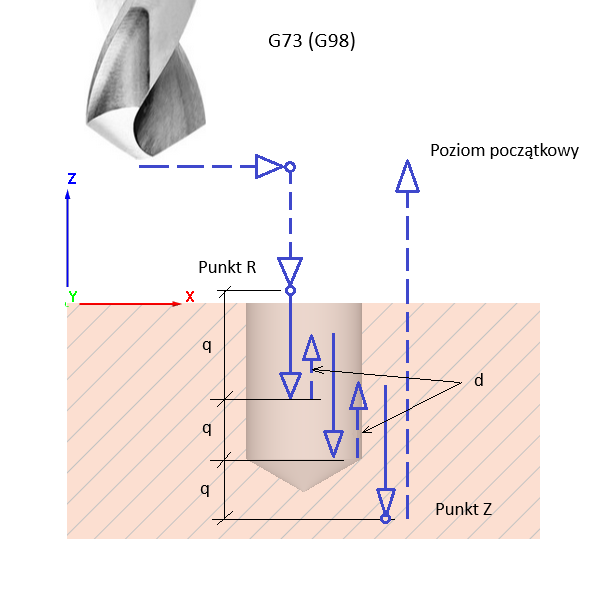
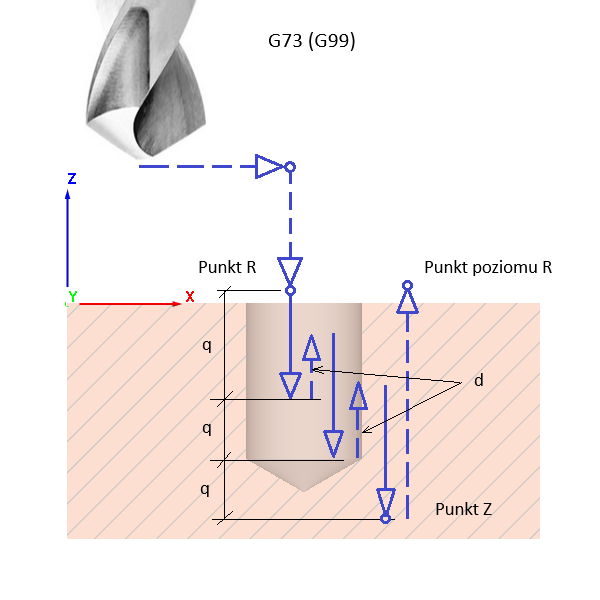
Cykl wysokoobrotowego wiercenia przerywanego (z łamaniem wióra) G73
Zastosowanie cyklu:
Cyklu wiercenia głębokiego stosuje się do wykonywania otworów z łamaniem wiórów.
Format:
(G98/G99) G73 X_ Y_ Z_ R_ Q_ F_
Znaczenie instrukcji:
X, Y: Współrzędne pozycji otworu(ów)
Z: Głębokość skrawania
R: Wysokość punktu referencyjnego
Q: Głębokość skrawania dla każdego kroku
F: Posuw
Do góry
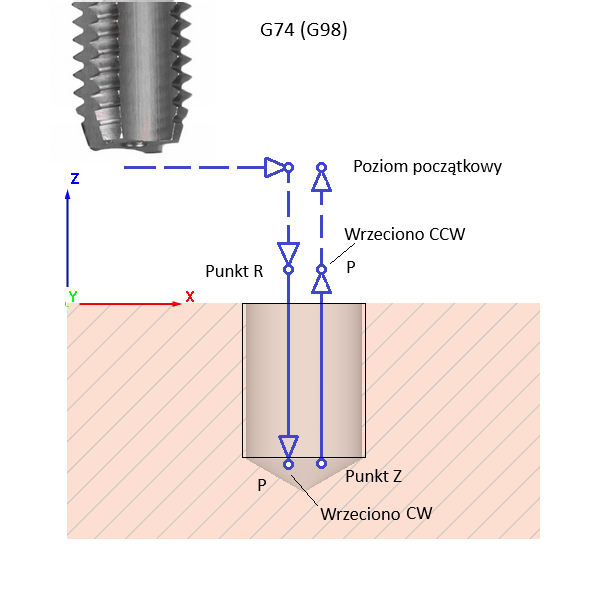
Cykl gwintowania lewego z uchwytem kompensującym G74
Zastosowanie cyklu:
Stosuje się go wykonywania gwintu lewego. Narzędzie zmieni kierunek obrotów w momencie osiągnięcia dna otworu i w celu wycofania go.
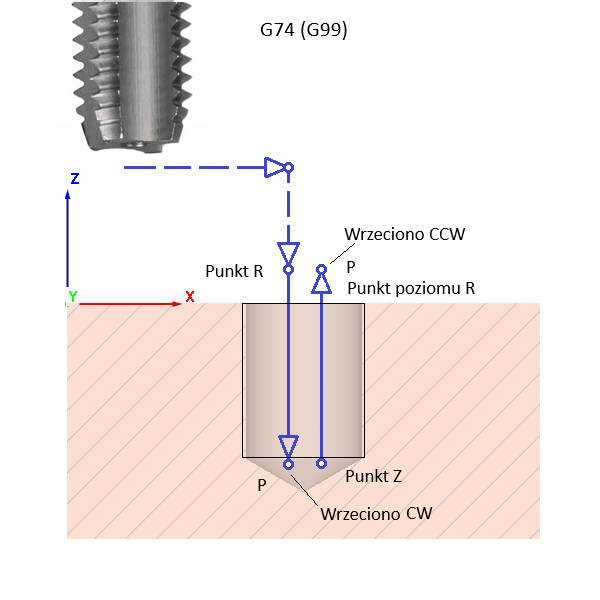
Format:
(G98/G99) G74 X_ Y_ Z_ R_ F_
Znaczenie instrukcji:
X, Y : Współrzędne pozycji otworu(ów)
Z: Głębokość skrawania
R: Wysokość punktu referencyjnego
F: Posuw
Uwaga:
(1). F (posuw) = P (skok) × S (obroty wrzeciona)
Przykład: F = P × S =1.5 × 160 = 240 mm/min
Jeżeli powyższa formuła nie jest spełniona, narzędzie lub detal może być uszkodzony.
(2). Jeżeli podczas ustawiania wymagana jest operacja wykonywania gwintu, funkcja biegu jałowego musi zostać odwołana, aby uniknąć uszkodzenia narzędzia lub przedmiotu obrabianego.
Do góry
Cykl wytaczania dokładnego G76
Zastosowanie cyklu:
Wykorzystywane w dokładnym wytaczaniu z zachowaniem niskiej chropowatości powierzchni wykończonej. Należy zwrócić uwagę na kierunek zamontowanego wytaczaka.
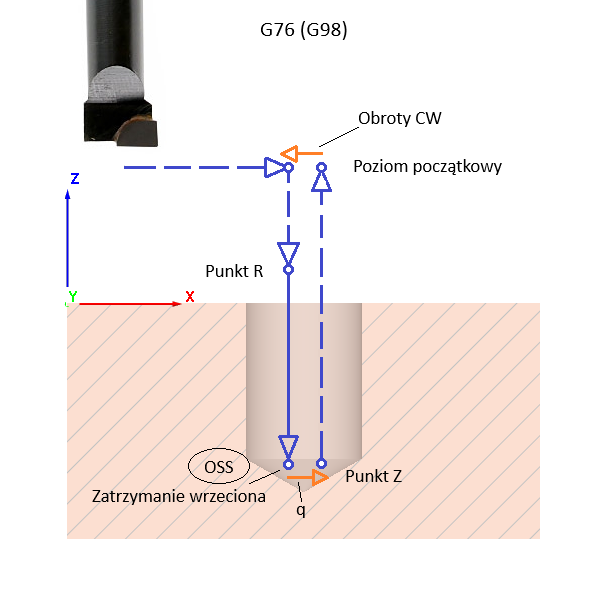
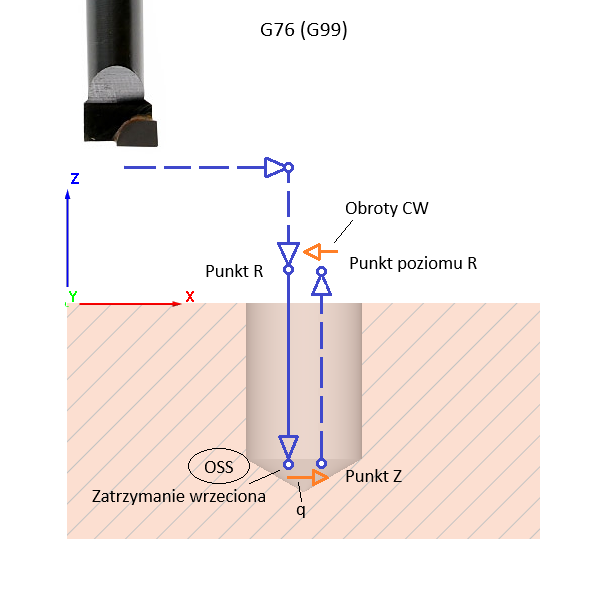
Format:
(G98/G99) G76 X_ Y_ Z_ R_ Q_ F_
Znaczenie instrukcji:
X, Y : Współrzędne pozycji otworu(ów)
Z: Głębokość skrawania
R: Wysokość punktu referencyjnego
Q: Przesuniecie narzędzia na dnie otworu
F: Posuw
Do góry
Cykl wiercenia, cykl nawiercania G81
Zastosowanie cyklu:
Cyklu używa się do nawiercania i wykonywania płytkich otworów.
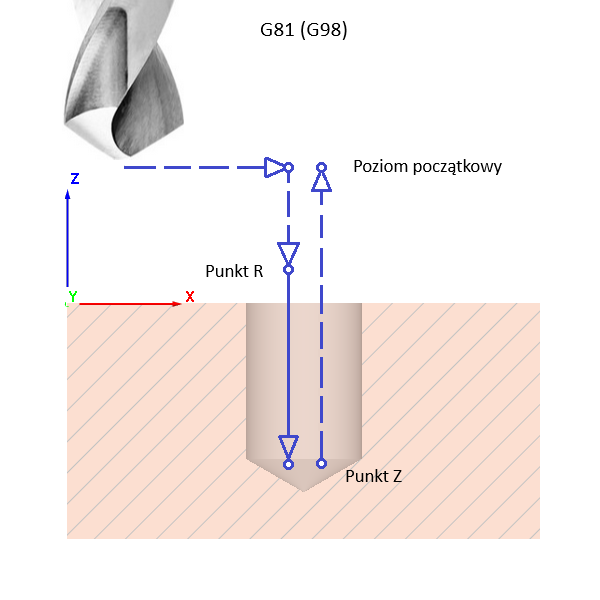
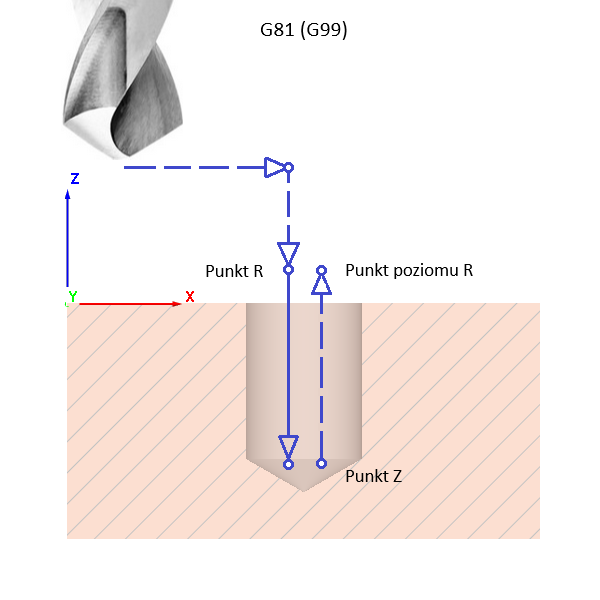
Format:
(G98/G99) G81 X_ Y_ Z_ R_ F_
Znaczenie instrukcji:
X, Y : Współrzędne pozycji otworu(ów)
Z: Głębokość skrawania
R: Wysokość punktu referencyjnego
F: Posuw
Do góry
Cykl wiercenia z przerwą czasową lub cykl pogłębiania walcowego G82
Zastosowanie cyklu:
Jest wykorzystany do rozwiercania i pogłębiania walcowego.
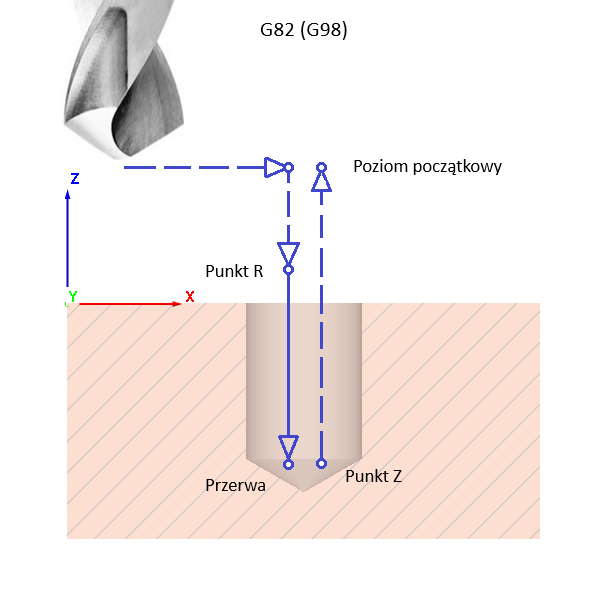
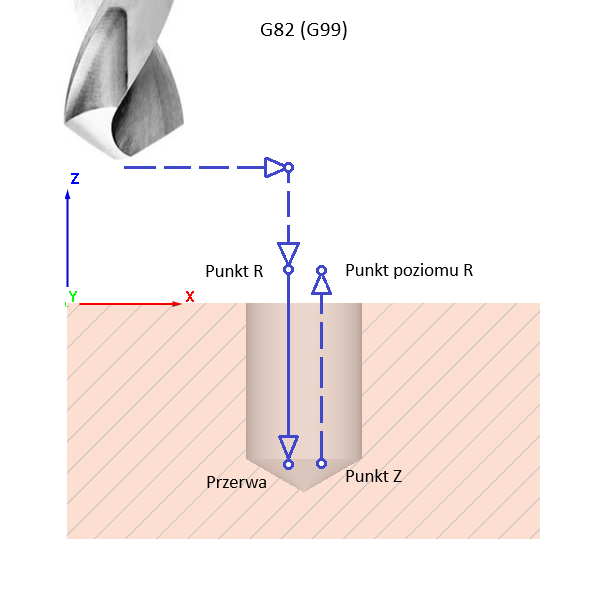
Format:
(G98/G99) G82 X_ Y_ Z_ R_ P_ F_
Znaczenie instrukcji:
X, Y: Współrzędne położenia otworu(ów)
Z: Głębokość skrawania
R: Wysokość punktu referencyjnego
P: Programowalna przerwa czasowa na dnie otworu (jednostka 0.001 sek) F = Prędkość Posuwu
Do góry
Cykl wiercenia przerywanego (z odwiórowaniem) G83
Zastosowanie cyklu:
Jest używana do wiercenia głębokich otworów. Obróbka jest korzystniejsza dla smarowania i chłodzenia, więc może być odpowiedni w skrawaniu materiałów łamliwych.
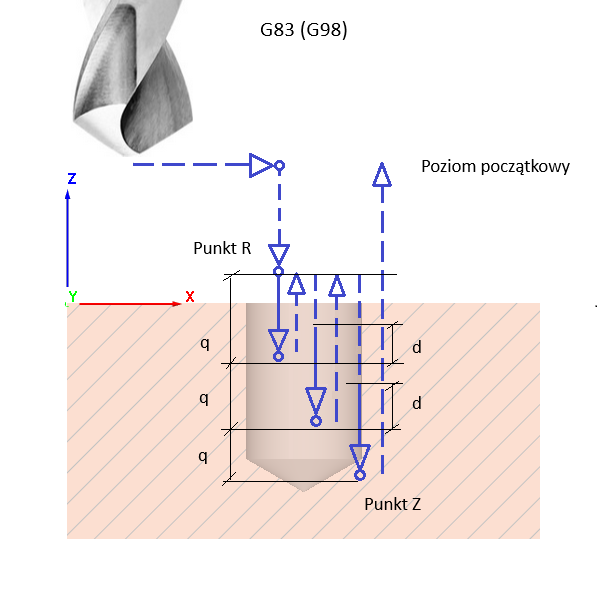
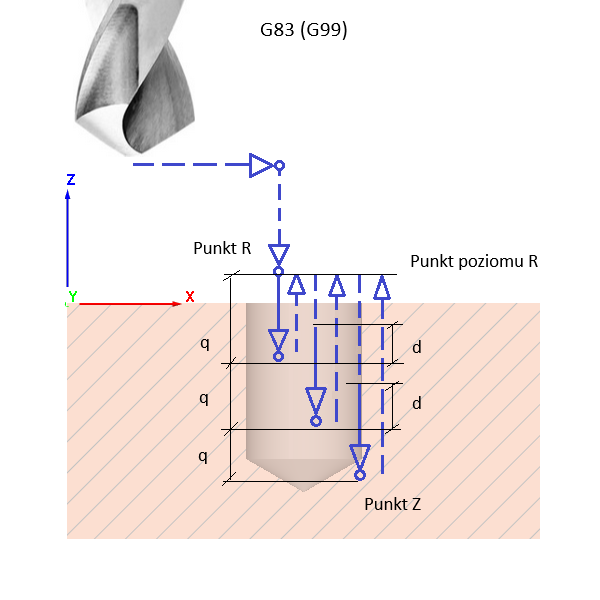
Format:
(G98/G99) G83 X_ Y_ Z_ R_ Q_ F_
Znaczenie instrukcji:
X, Y: Współrzędne położenia otworu(ów)
Z: Głębokość skrawania
R: Wysokość punktu referencyjnego
Q: Głębokość skrawania każdego kroku
F: Posuw
Do góry
Cykl gwintowania prawego z uchwytem kompensującym G84
Zastosowanie cyklu:
Stosuje się go wykonywania gwintu prawego. Narzędzie zmieni kierunek obrotów w momencie osiągnięcia dna otworu w celu wycofania go.
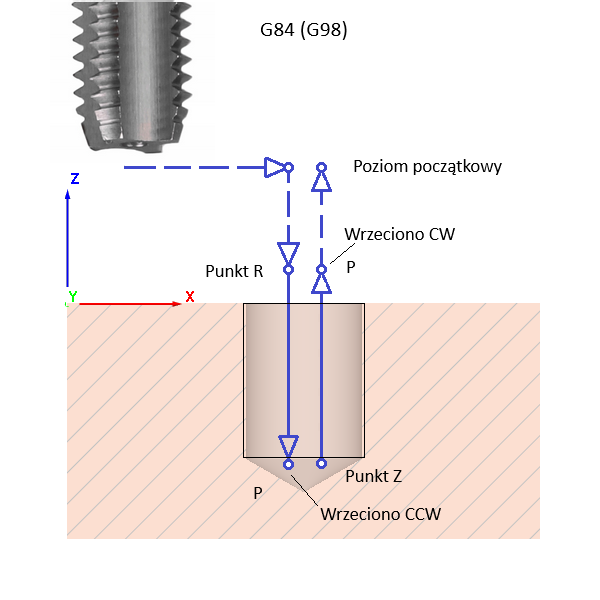
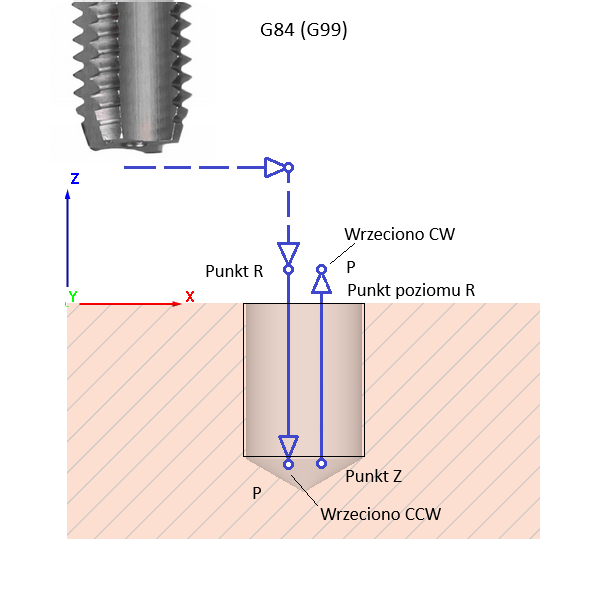
Format:
(G98/G99) G84 X_ Y_ Z_ R_ F_
Znaczenie instrukcji:
X, Y: Współrzędne pozycji otworu(ów)
Z: Głębokość skrawania
R: Wysokość punktu referencyjnego
F: Posuw
Uwaga:
(1). F (posuw) = P (skok) × S (obroty wrzeciona)
(2). Podczas wykonywania operacji gwintowania funkcje zmiany modyfikacji obrotów wrzeciona % lub posuwu % są nieaktywne.
Do góry
Cykl wytaczania, rozwiercania G85
Zastosowanie cyklu:
Jest wykorzystany do zgrubnej obróbki wytaczania i rozwiercania.
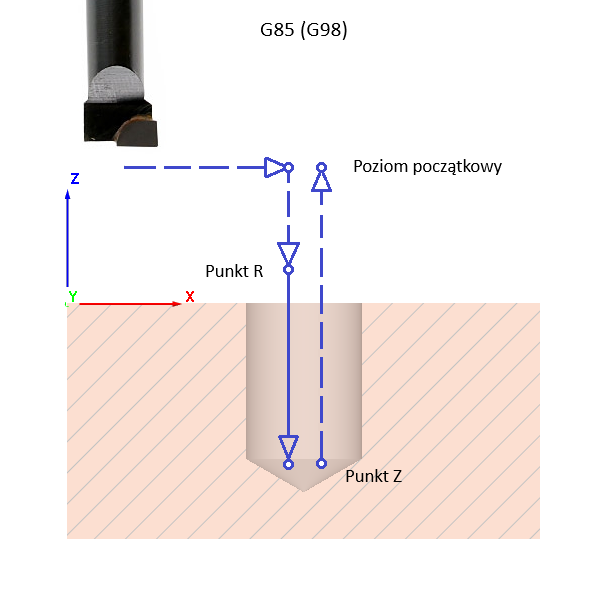
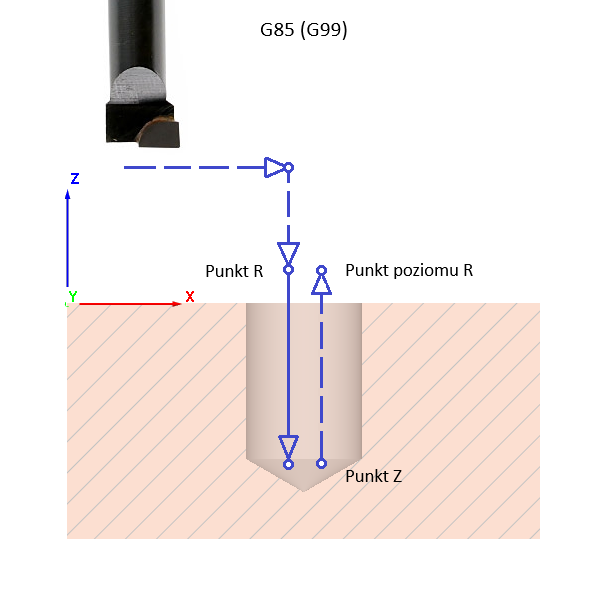
Format:
(G98/G99) G85 X_ Y_ Z_ R_ F_
Znaczenie instrukcji:
X, Y: Współrzędne pozycji otworu(ów)
Z: Głębokość skrawania
R: Wysokość punktu referencyjnego
F: Posuw
Do góry
Cykl wytaczania z zatrzymaniem wrzeciona G86
Zastosowanie cyklu:
Jest wykorzystany do zgrubnej obróbki wytaczania i rozwiercania.
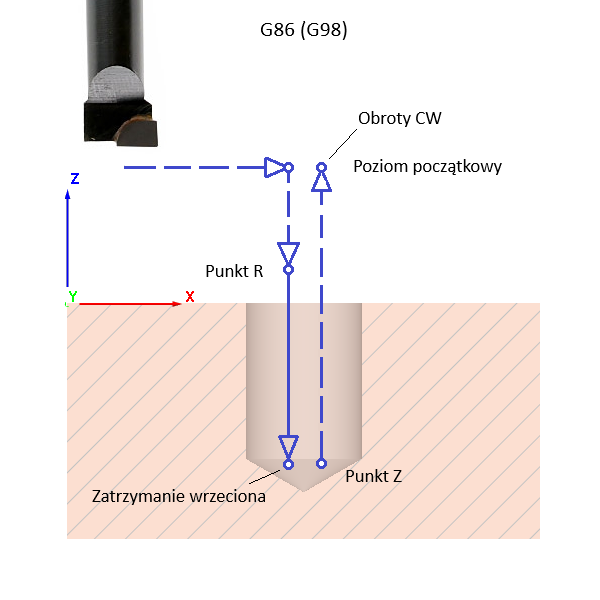
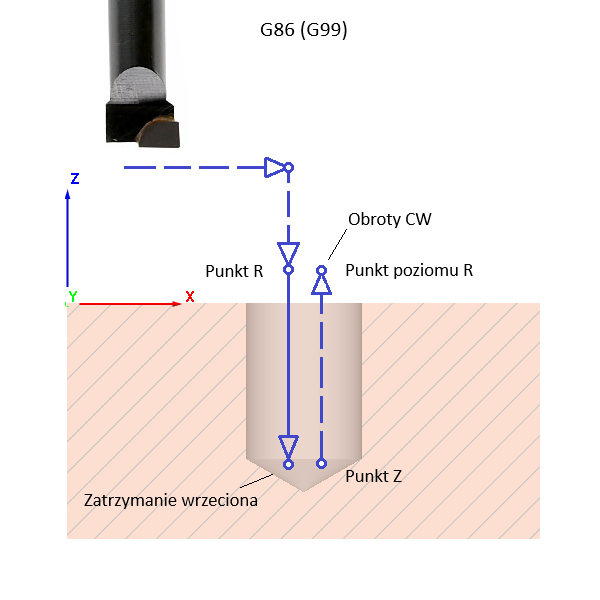
Format:
(G98/G99) G86 X_ Y_ Z_ R_ F_
Znaczenie instrukcji:
X, Y: Współrzędne pozycji otworu(ów)
Z: Głębokość skrawania
R: Wysokość punktu referencyjnego
F: Posuw
Do góry
Cykl wytaczania wstecznego G87
Zastosowanie cyklu:
Jest wykorzystany do wytaczania tylnej powierzchni detalu. Należy zwrócić uwagę na kierunek zamontowanego wytaczarka.
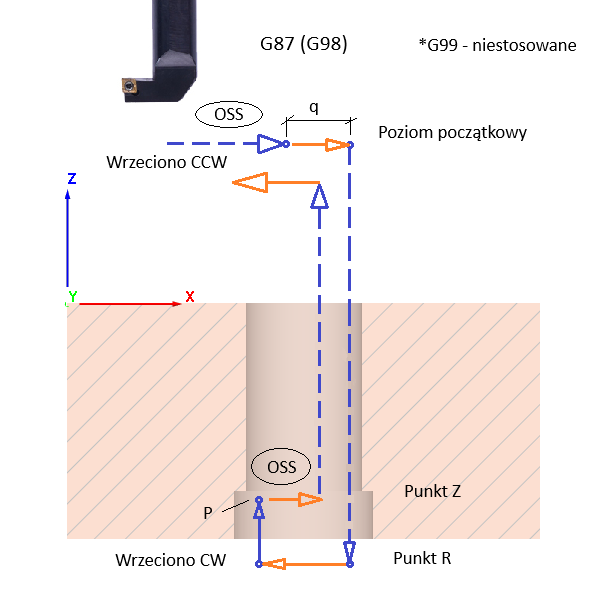
Format:
(G98) G87 X_ Y_ Z_ R_ Q_ F_
Znaczenie instrukcji:
X, Y: Współrzędne pozycji otworu(ów)
Z: Głębokość skrawania
R: Wysokość punktu referencyjnego
Q: Wartość przesuwu narzędzia
F: Posuw
Do góry
Cykl wytaczania z ręcznym wycofaniem narzędzia G88
Zastosowanie cyklu:
Jest używany do wiercenia ze wstrzymaniem posuwu na dnie otworu. Narzędzie jest wycofywane z otworu przez naciśniecie przycisku startu cyklu.
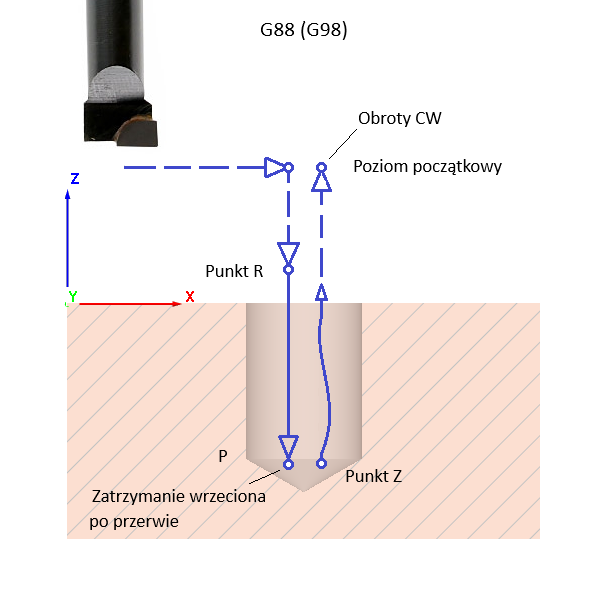
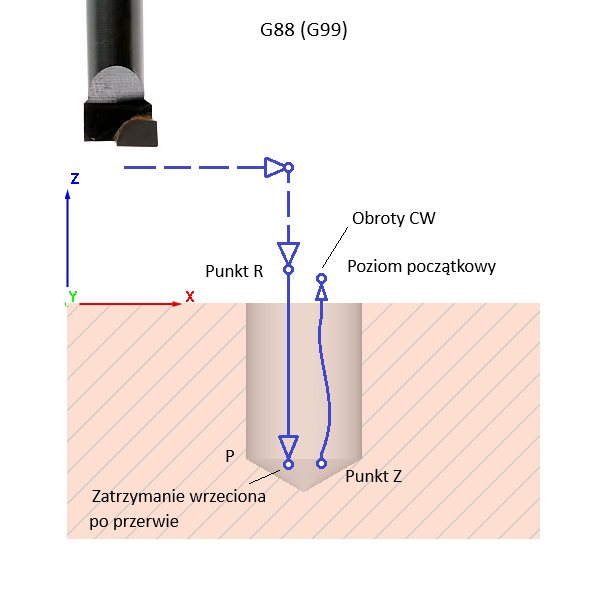
Format:
(G98/G99) G88 X_ Y_ Z_ R_ F_
Znaczenie instrukcji:
X, Y: Współrzędne położenia otworu(ów)
Z: Głębokość skrawania
R: Wysokość punktu referencyjnego
F: Posuw
Do góry
Cykl wytaczania z przerwą czasową na dnie G89
Zastosowanie cyklu:
Jest używany do wiercenia ze wstrzymaniem posuwu przez określony czas na dnie otworu, np. przy wierceniu otworu nieprzelotowego.
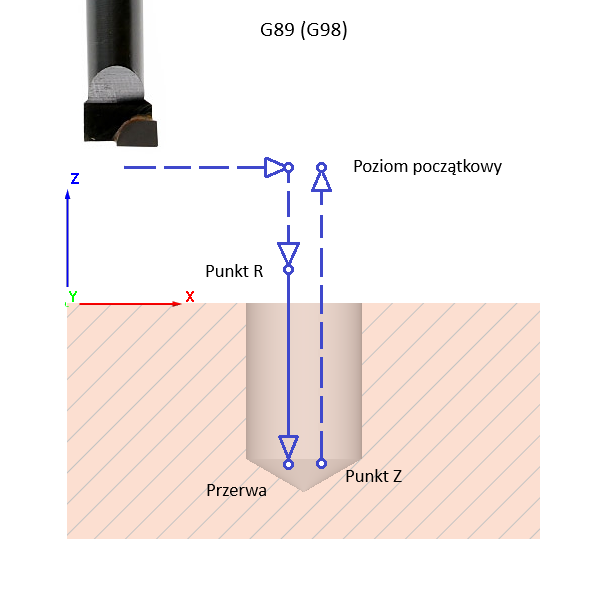
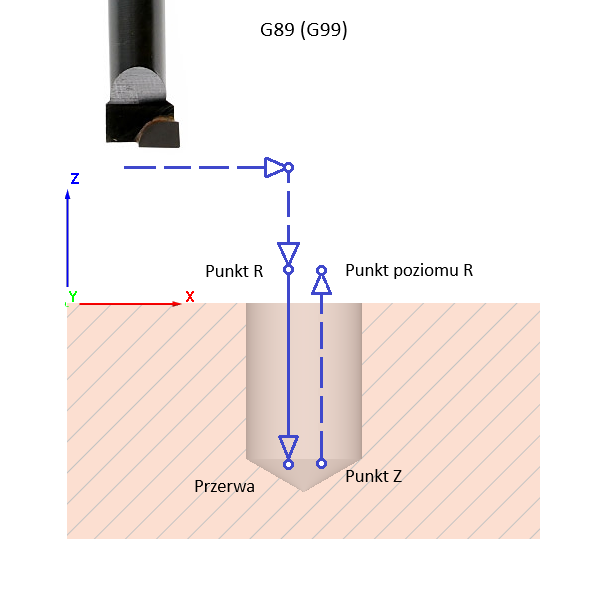
Format:
(G98/G99) G89 X_ Y_ Z_ R_ P_ F_
Znaczenie instrukcji:
X, Y: Współrzędne położenia otworu(ów)
Z: Głębokość skrawania
R: Wysokość punktu referencyjnego
P: Czas wstrzymania posuwu na dnie otworu (jednostka : 0.001 sek)
F: Posuw
Do góry
Odwołanie cyklu G80
Zastosowanie cyklu:
Jest używany do anulowania kazdego z cyklu wiertarskiego. Występuje samodzielnie w bloku po ostatniej pozycji obrabianego otworu.
Format:
G80
Znaczenie instrukcji:
- : brak parametrów
Do góry